Production problems do not always start with a broken machine.
Sometimes the machine is running. The operators are doing their jobs. The batch procedure has not changed much. But the material has changed, the product has evolved, or the operation is asking more from the same process than it was originally designed to handle.
That is often where mixing problems begin.
For operations managers and operations engineers, this is a familiar kind of pressure. Customer demand increases. A new product moves from development into production. A formulation gets heavier. More compounds are added. The viscosity increases. The batch becomes harder to move, harder to shear, harder to discharge, and harder to control.
At that point, the question is no longer, “Can this mixer run?”
The better question is:
Is this mixer engineered for what the process now requires?
The Problem Most Teams Don’t See
It’s easy to assume that mixing is simply about combining ingredients until they look uniform. That assumption works fine for low-viscosity materials. It completely falls apart once resistance enters the equation.
High-viscosity materials don’t flow freely. They resist movement. They trap heat. They behave differently from one stage of the process to the next. What looks like a well-mixed batch on the surface can hide major inconsistencies inside.
This is why teams often chase the wrong fixes. They adjust timing, tweak speeds, or retrain operators, only to end up with the same inconsistent results. The issue isn’t execution. It’s capability.
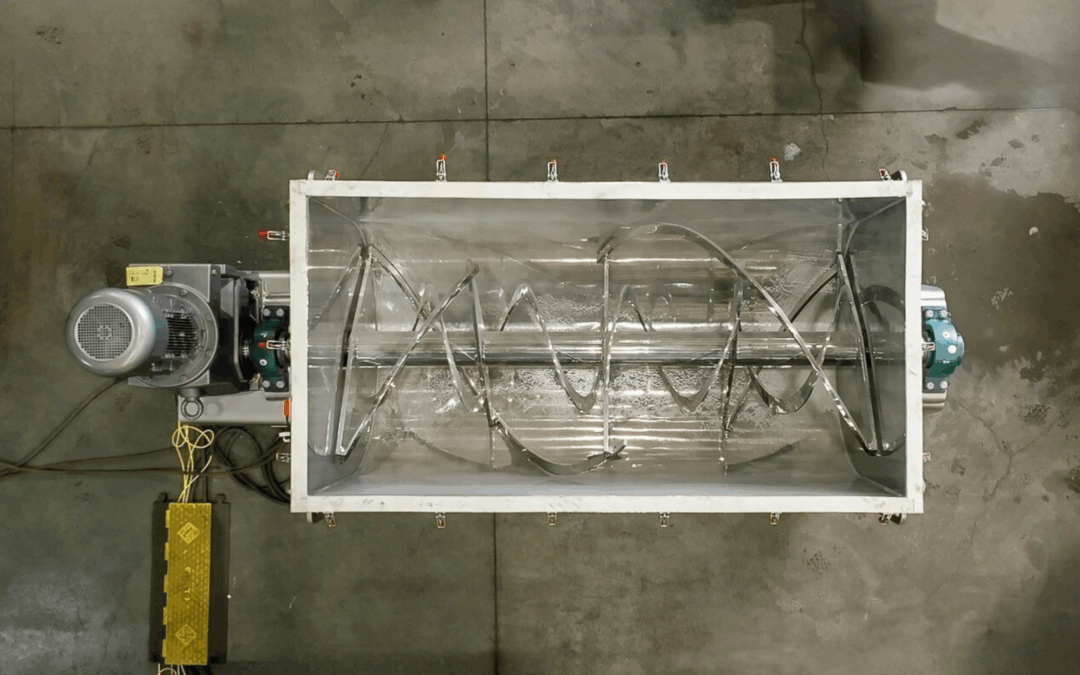
What’s Actually Happening Inside the Mixer
To understand why mixing fails, you have to look beyond what’s visible from the outside.
Inside the mixer, high-viscosity materials don’t move uniformly. Instead of flowing, they fold. Instead of blending evenly, they create pockets where material never fully integrates. These “dead zones” lead to inconsistent dispersion, which directly impacts product quality.
At the same time, many systems fail to generate enough shear. High-viscosity materials require force, not just motion. Without sufficient torque and blade interaction, ingredients don’t fully combine. The result is clumping, uneven texture, and unpredictable performance in the final product.
Temperature adds another layer of complexity. These materials are highly sensitive to thermal conditions. If the material is too cold, it stiffens and resists mixing. If it gets too hot, it can degrade or lose critical properties. Without precise control, the process becomes unstable, and results vary from batch to batch.
In many cases, mixing is also happening alongside other process requirements, like drying or activating ingredients. When those variables aren’t controlled together, the entire system starts working against itself.
Capacity Is Only One Part of the Decision
It is easy to start with volume.
A team may know they need a 200-gallon mixer, a 500-gallon mixer, or a larger production-scale unit. But working volume alone does not tell the full story.
A 200-gallon machine processing a light, free-moving material is not dealing with the same mechanical demand as a 200-gallon machine processing dense silicone, rubber, adhesives, sealants, or other high-viscosity compounds.
The batch size may be the same. The load on the equipment is not.
Dense materials place more demand on the motor, gearbox, shafts, blades, seals, bearings, and discharge system. They also create more heat through shear. If the equipment is not designed around those realities, production teams may end up fighting long cycle times, inconsistent batches, stalled material movement, difficult cleanout, or unnecessary wear.
That is why difficult materials should never be evaluated by capacity alone.
The material behavior has to drive the machine design.
When the Product Changes, the Process May Need to Change With It
Many production issues show up when a company improves or expands an existing product line.
The new product may use the same general process, but it may ask more from the equipment. It may require more additives, more solids, higher density, tighter viscosity targets, or more shear to reach the desired final consistency.
On paper, it can look like a small change.
On the production floor, it can become a bottleneck.
A material that used to move easily may start resisting the blades. A batch that used to finish on schedule may take longer. A process that once required light operator involvement may now need constant attention. A discharge step that was manageable may become slow, messy, or inconsistent.
This is where operations teams have to be careful.
The temptation is to keep adjusting around the problem. Add time. Change sequence. Increase temperature. Modify speed. Ask operators to watch the batch more closely.
Those changes may help temporarily, but they do not always solve the root issue.
If the material has become harder to mix, the equipment may need to be re-evaluated around the new process requirement.
The Hidden Risk of Asking One Machine to Do More
In many plants, the goal is not just to make the product. The goal is to make it with fewer steps, less handling, less labor, and more predictable output.
That often means trying to consolidate a process.
Instead of mixing in one machine, transferring material, blending again, and then moving into the next stage, the production team may want one mixer to handle more of the work upfront.
That can be a smart move.
It can reduce handling, simplify workflow, improve consistency, and free up equipment elsewhere in the plant.
But it also changes what the mixer has to do.
If one machine is replacing two steps, it has to be engineered for the combined demand of those steps. That includes the torque required to move the material, the shear required to develop the final mix, the temperature control required to keep the product stable, and the discharge method required to move the finished batch downstream.
Process consolidation can improve production, but only when the equipment is designed for the new workload.
Otherwise, the bottleneck simply moves into the mixer.
Torque and Gearbox Selection Matter More Than Many Teams Realize
High-viscosity materials do not simply need motion. They need force.
The motor and gearbox combination has to deliver enough torque to move dense material through the blades without overloading the system or slowing production. If the machine is underpowered, the symptoms can show up in several ways.
The batch may take longer to develop. Material may not fold and shear properly. Operators may have to intervene more often. The equipment may experience unnecessary stress. In some cases, the process may become inconsistent from batch to batch because the mixer is working at the edge of its capability.
That is why horsepower and gearbox selection should be based on the actual application, not a generic size chart.
The viscosity, density, batch weight, blade design, material behavior, and final product target all matter.
For an operations team, this is not just an engineering detail. It directly affects throughput, uptime, maintenance planning, and production confidence.
Shear Has to Match the Final Product Requirement
A difficult material does not become properly mixed just because it rotates in a bowl.
It has to be folded, stretched, compressed, and sheared in a way that creates the final consistency the product requires.
That matters when the goal is a dense, homogenized mix. If the material does not receive enough shear, the batch may look close from the outside but still contain areas that are not fully incorporated. That can create quality problems downstream, especially in products where density, viscosity, texture, or compound distribution matters.
This is why blade action and torque have to be considered together.
The machine needs enough mechanical force to keep the material moving, but it also needs the right blade interaction to work the material properly. For operations teams, this is where equipment selection connects directly to quality control.
The mixer is not just a production asset.
It is part of the product specification.
Temperature Control Can Protect the Process
Many dense materials generate heat as they mix.
That heat can be useful in some applications and harmful in others. Some products need heating to reach the right processing condition. Others need cooling to prevent overheating, degradation, premature reaction, or viscosity drift.
This is why jacketed vessels are often part of the conversation in high-viscosity mixing.
A jacketed mixer allows the process to be designed around controlled heating or cooling instead of relying only on ambient conditions or operator judgment. Depending on the material, that may support better batch repeatability, more stable processing, and fewer surprises during production.
For operations engineers, the key question is not simply whether the mixer can heat or cool.
The better question is whether the thermal design supports the full production process.
That includes the target temperature range, pressure rating, heat transfer method, utility system, venting needs, and how temperature affects the material during the entire batch.
Discharge Is Part of the Process, Not an Afterthought
With difficult materials, the batch is not finished when mixing stops.
The product still has to leave the machine.
For dense, sticky, or cohesive materials, discharge can become one of the biggest sources of lost time. If the machine is not designed around how the material exits, operators may spend too much time extracting product, cleaning the bowl, or preparing for the next batch.
That affects throughput.
Tilt discharge, bottom discharge, reverse blade operation, and downstream handling all need to match the material and plant workflow. In some cases, the product may discharge onto a flat table before moving into the next process. In others, the discharge method may need to feed directly into forming, extrusion, packaging, or additional processing.
A good mixer design does not stop at mixing performance.
It considers how production keeps moving after the batch is complete.
Maintenance Access Helps Protect Uptime
Operations teams do not just care whether the machine can run one successful batch.
They care whether it can keep running.
That means maintenance has to be part of the design conversation from the beginning. Seals, bearings, oil, gearbox access, lubrication points, and inspection routines all affect uptime.
For example, air seal systems can help keep product inside the mixer and protect the shaft area, but they also need to be monitored as part of routine maintenance. Bearings and gearbox assemblies need proper lubrication and inspection. Oil condition should be checked for discoloration, contamination, or metal particulate as part of a preventive maintenance plan.
These details may not sound exciting, but they matter.
A production mixer is not just purchased once. It has to be maintained for years.
The easier it is to monitor and maintain, the more confidence the operations team has in keeping production on schedule.
The Best Time to Engineer Around the Process Is Before Production Is Behind
Many equipment conversations start too late.
By the time a plant is already behind, the team is under pressure. Orders are building. Customers are waiting. Operators are working around the problem. Maintenance is trying to keep older equipment alive. Engineering is trying to validate changes without disrupting production.
That is a difficult place to make a clean equipment decision.
The better approach is to evaluate the process before the bottleneck becomes urgent.
If the material is getting denser, if the formula is changing, if demand is increasing, or if the team wants to combine multiple process steps, the mixer should be reviewed before production is forced to compensate.
That review should include practical questions:
Can the current mixer handle the new viscosity and batch weight?
Is there enough torque for the material at its most difficult stage?
Does the blade design create the shear the product needs?
Can the vessel heat or cool the batch within the required range?
Is discharge efficient enough to support production goals?
Can the seals, bearings, and gearbox hold up under the new load?
Is the team trying to solve a process change with equipment that was designed for an older version of the product?
These are the questions that help prevent avoidable downtime, rework, and production delays.
A Mixer Should Be Engineered Around the Job It Has to Do
When the material gets harder to mix, the solution is not always more time, more operator attention, or more trial and error.
Sometimes the process has outgrown the equipment.
That does not mean every application needs a brand-new machine. But it does mean the equipment should be evaluated against the real demands of the material and the production goal.
For high-viscosity applications, the mixer has to do more than hold the batch. It has to deliver the right torque, create the right shear, manage temperature, support discharge, protect uptime, and fit the way the plant actually runs.
That is what it means to engineer the equipment around the process.
And for operations teams trying to keep production moving, that difference matters.